Печатные формы офсетной машины
Печатные формы офсетной машины – это очень тонкие пластины толщиной до 0,3 мм, которые хорошо натягиваются на формный цилиндр. Формные пластины обычно изготавливают из металлов или металлических сплавов, но встречаются также бумажные формы, либо формы на полимерной основе. Чаще всего печатные формы изготавливают из алюминия и зернят электрохимическим путём, а затем оксидируют. Увеличенное изображение поверхности печатной формы представлено на рисунке.
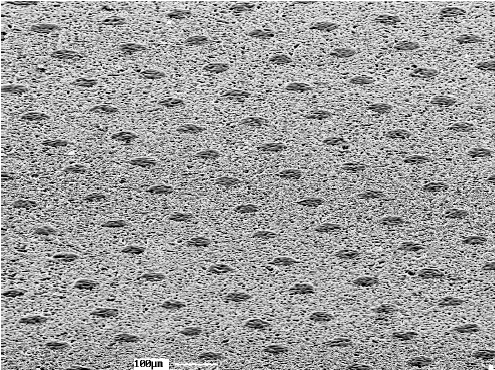
Увеличение в 100 раз
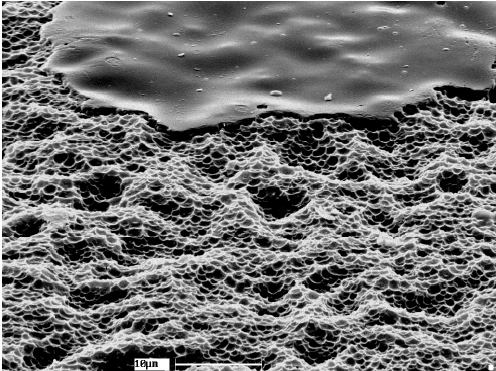
Увеличение в 1000 раз
Поверхность алюминиевой печатной формы
Для формирования красочного изображения на основу печатной формы наносится светочувствительный слой, причём на монометаллических формных пластинах такой слой формируется из полимеров, а на биметаллических – из меди.
Изображение формируется благодаря различным свойствам поверхности печатных форм после их проявления и экспонирования. Под действием света и особой обработки печатные формы образуют отталкивающие и принимающие краску элементы.
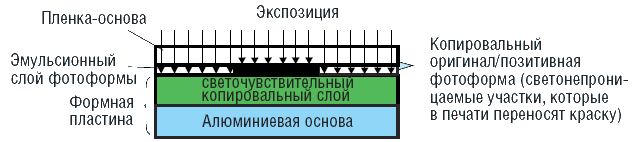
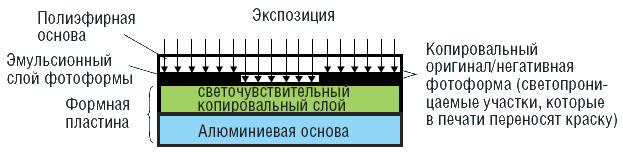
Под действием ультрафиолетовых лучей на поверхности светочувствительного слоя формной пластины происходят необратимые химические изменения в виде задубливания (позитивное копирование) или разрушения (негативное копирование). При задубливании светочувствительный слой становится нерастворимым и не реагирует на проявитель, а при разрушении проявитель растворяет засвеченные участки, удаляя их с подложки. Позитивное и негативное копирование требуют для формирования изображения различной засветки и различных фотоформ.
 |
|
| Экспозиция под вакуумом | |
 |
 |
| Растворение копировального слоя | Проявление (засвеченные участки вымываются) |
Последовательность изготовления печатных форм по методу позитивного копирования
Способ позитивного копирования предписывает использовать в качестве копируемого оригинала позитивную фотоформу, на которой светонепроницаемые зачернённые участки соответствуют воспринимающим краску участкам на печатной форме. Во время копирования свет проникает сквозь прозрачные участки позитивной формы, при этом светочувствительный слой на пластине разлагается и поверхность формной пластины очищается от копировального слоя в тех местах, где нет изображения.
Недостатком метода позитивного копирования является вероятность воспроизведения в виде печатающих элементов на формной пластине краёв плёнки, частиц пыли, монтажных полос и других темных частиц.
При негативном копировании в роли копируемого оригинала выступает негативная фотоформа, на которой печатающие элементы (участки изображения) соответствуют светопроницаемым светлым участкам.
 |
|
| Экспозиция под вакуумом | |
 |
 |
| Затвердевание копировального слоя | Проявление (незасвеченные участки вымываются) |
Последовательность изготовления печатных форм по методу негативного копирования
Из рисунка видно, что под действием света копировальный слой, который после проявления остаётся на участках на поверхности формной пластины, отверждается, а с пробельных (незасвеченных) участков он удаляется.
Как в процессе позитивного копирования, так и в процессе негативного копирования, используются готовые печатные формы с идентичным информационным содержанием, различаются лишь наносимые на них слои, предназначенные для изготовления печатающих элементов.
Печатные формы офсетной машины, изготовленные с применением негативного копирования, чаще всего применяют для печати текстовых тиражей до 100 000 экземпляров, а формы, изготовленные с использованием метода позитивного копирования – для печати с тиражом около 20 000 экземпляров. Для повышения тиражестойкости печатных форм их подвергают обработке инфракрасными волнами в специальной установке. Технология термической обработки форм называется обжигом.
Наряду с описанными выше печатными формами существуют термочувствительные печатные формы для цифровой записи изображений. Изображения наносятся на такие формы лучом лазера. На рисунке в качестве примера представлено многократно увеличенное изображение поверхности печатной формы на лавсановой основе, разработанной для офсетной печати без увлажнения, для цифровых систем записи изображения.
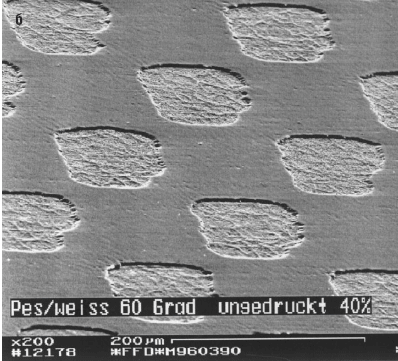
Многократно увеличенный снимок поверхности печатной формы, изготовленной на лавсановой основе
Структура формной пластины на лавсановой основе, разработанной для офсетной печати без увлажнения, для цифровых систем записи изображения, схематично представлена ниже.
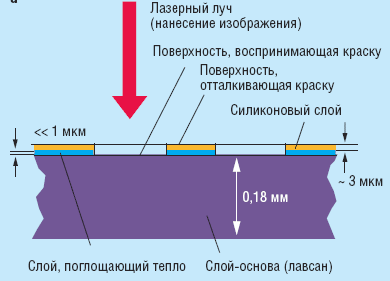
Структура печатной формы, изготовленной на лавсановой основе
Для офсетной печати могут быть использованы формы различных видов, которые типография подбирает по своему усмотрению, опираясь на собственный опыт и величину тиража. Формы могут быть изготовлены различными способами, но базовые принципы их изготовления остаются неизменными.
Важнейшим свойством печатных форм является их тиражестойкость, то есть предельное число оттисков, которое можно получить с использованием одной печатной формы. Чем выше тиражестойкость печатной формы, тем меньше форм и приладок потребуется для печати тиража, тем ниже продолжительность технологических простоев офсетного оборудования и себестоимость печатной продукции.
Тиражестойкость печатных форм зависит от способа их изготовления, механической и физико-химической устойчивости поверхностных плёнок на пробельных и печатающих элементах формы, а также от прочности офсетной резинотканевой пластины.
Печатные формы, сформированные методом негативного копирования, рассчитаны на печать 30-40 тысяч оттисков. Низкая тиражестойкость таких форм объясняется быстрым разрушением задубленного копировального слоя, поверх которого наносится офсетная краска.
Печатные формы, сформированные методом позитивного копирования, могут выдержать до 75-100 тысяч оттисков, а формы, изготовленные на основе прочных металлических сплавов, – до 300-300 тысяч оттисков.
Со временем офсетные пластины изнашиваются, а физико-химические свойства поверхности плёнок ослабляются, что может вызывать нарушения в печатном процессе. Износ печатных форм офсетных машин может быть спровоцирован трением между формой и передаточным цилиндром, скольжением формы по декелю, трением между формой и увлажняющими валиками машины, шлифованием формы абразивными частицами красок, бумажной пыли и т.д.
Для повышения тиражестойкости печатных форм в офсетной печати необходимо правильно выбирать материалы, в том числе бумагу, офсетные краски, увлажняющие растворы. Также следует исключить проскальзывание между формой и декелем, красочными и увлажняющими валиками, установить и поддерживать равновесие молекулярных сил в течение всего процесса печати.