Этапы 3D-печати
Технология 3D-печати представляет собой хорошо спланированный и подготовленный процесс преобразования виртуальных моделей в физические объекты. Процесс 3D-печати состоит из этапов, перечисленных на следующем рисунке.
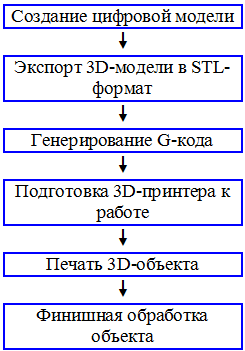
Этапы 3D-печати
Ниже мы раскроем содержание этапов 3D-печати на примере самой распространённой технологии FDM (Fused Deposition Modeling), которая предполагает формирование объектов методом послойной укладки расплавленной полимерной нити.
Этап 1: Создание цифровой модели
Процесс 3D-печати начинается с разработки виртуального образа будущего объекта в 3D-редакторе или CAD-программе («3D Studio Max», «AutoCAD», «Компас», «SolidWorks» и др.). Простую модель может создать любой пользователь, который имеет навыки работы с персональным компьютером и стандартными пакетами прикладных программ. Для создания сложных моделей потребуется пакет профессиональных программ и услуги специалиста в области 3D-моделирования.
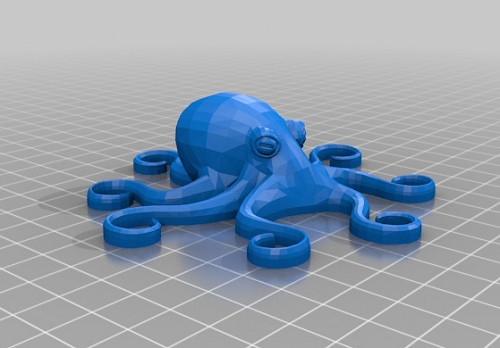
Виртуальная модель в среде 3D-редактора
На создание виртуального образа будущего объекта потребуется от нескольких часов до нескольких дней, в зависимости от степени сложности модели. Если модель имеет сложную конструкцию, то лучше доверить её разработку профессионалам.
В отдельных случаях для создания виртуальных образов будущих объектов используются 3D-сканеры. При этом точность объектов снижается, они получаются слегка размытыми. Чтобы получить высокоточный объект, следует создавать его вручную.
Также готовые виртуальные модели можно найти в Интернет, на специализированных сайтах, посвящённых 3D-печати.
Этап 2: Экспорт 3D-модели в STL-формат
Когда моделирование окончено, следует перевести полученный файл в STL-формат, который распознаёт большинство современных 3D-принтеров. Для этого нужно выбрать в меню пункт «Сохранить как» или «Import/Export», в зависимости от используемой программы.
Перед экспортом файла следует указать степень детализации модели или степень её разбиения на треугольники. Если выбрать параметр «Точно», то разбиение получится плотным, готовый файл займёт довольно много места на жёстком диске компьютера и будет дольше обрабатываться специальным программным обеспечением, но зато на выходе пользователь получит объект с высококачественной поверхностью. Если выбрать параметр «Грубо», то разбиение получится менее плотным или совсем неплотным, готовый файл займёт на жёстком диске меньше места и будет быстрее обрабатываться в специальной программе, но и качество внешних поверхностей будет значительно ниже, чем при точном разбиении.
При выборе способа разбиения объекта необходимо учитывать требования к качеству его внешней поверхности, а также мощность персонального компьютера и его способность справиться с обработкой модели перед отправкой на печать.
Этап 3: Генерирование G-кода
STL-файл с будущим объектом обрабатывается специальной программой-слайсером, которая переводит его в управляющий G-код для 3D-принтера. Если модель не подвергнуть слайсингу, то 3D-принтер не распознает её. Среди наиболее популярных слайсинговых программ можно отметить Kisslacer, Skineforge, Slic3r и др.
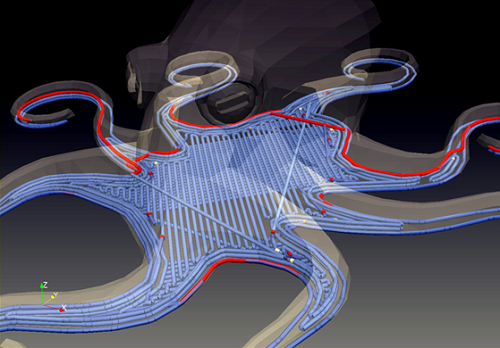
Программа-слайсер указывает последовательность нанесения материала во время 3D-печати
Программы-слайсеры разрезают модель на тонкие горизонтальные пластины и преобразуют в цифровой G-код, понятный трёхмерному принтеру.
Программа-слайсер как бы задаёт траекторию движения печатающей головки 3D-принтера при нанесении расходного материала.
Итак, модель подготовлена, переведена в STL-формат и сгенерирован её G-код. Теперь объект отправляется на печать.
Этап 4: Подготовка 3D-принтера к работе
На этапе подготовки 3D-принтера с технологией FDM-печати к работе следует наклеить на рабочую платформу специальную самоклеющуюся плёнку и загрузить в специальный отсек бобину с полимерными нитями.

3D-принтеры с технологией FDM-печати используют для печати бобины с полимерными нитями
В последнее время в гипермаркетах расходных материалов появилась специальная защитная плёнка для 3D-принтеров, хотя для защиты печатной платформы можно использовать и обычную самоклеющуюся плёнку для лазерных принтеров. Плёнка приклеивается к платформе, после чего канцелярским ножом обрезаются её края. Если под плёнкой образовались пузырьки, их нужно выпустить, проколов иголкой. Перед началом печати плёнку рекомендуется обезжирить, протерев спиртом.
Далее следует загрузить в 3D-принтер бобину с полимерной нитью нужного цвета. Самыми популярными видами пластика для 3D-печати являются ABS и PLA. Пластик ABS формирует непрозрачные ударопрочные термопластичные объекты, Бобина устанавливается на подставку, подрезается конец нити, чтобы он был ровным. Для печати нельзя использовать грязные, повреждённые или изломанные нити, которые могут повредить принтер, вывести его из строя. Конец нити заправляется в отверстие для подачи и продвигается вперёд до тех пор, пока он не упрётся в экструдер. Через несколько секунд из экструдера появится мягкая нить расплавленного пластика. Теперь можно приступать к печати.
Этап 5: Печать 3D-объекта
Важнейшими элементами 3D-принтера являются рабочая платформа и печатающая головка. На рабочей платформе происходит формирование готового объекта. Во время работы платформа двигается вверх и вниз по оси Z. Печатающая головка выдавливает на рабочую платформу расплавленную полимерную нить, слой за слоем формируя готовый объект. Печатающая головка 3D-принтера движется по горизонтали и вертикали (оси X, Y).
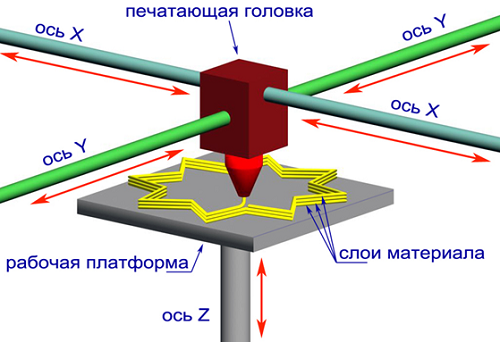
Конструктивные элементы FDA-принтера
Сам по себе процесс трёхмерной печати довольно прост. Печатающая головка выдавливает в рабочую зону первый слой расплавленного пластика, после чего платформа опускается вниз на толщину слоя и начинается формирование следующего слоя, который накладывается поверх предыдущего. После завершения печати каждого слоя платформа опускается вниз, так происходит на протяжении всего цикла печати, пока на платформе не появится готовый объект.
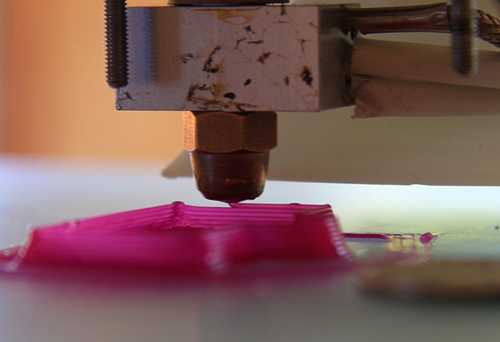
3D-печать: принтер наносит на платформу первые слои изделия

Печать объекта продолжается. На фото хорошо видны слои, которые наносит печатающая головка

3D-печать на завершающем этапе
Чтобы напечатать трёхмерную модель, принтеру требуется несколько часов, в зависимости от сложности изделия.
Безусловно, у разных моделей 3D-принтеров есть свои особенности функционирования, но базовые принципы остаются неизменными.
Этап 6: Финишная обработка объекта
Если объект имеет нависающие элементы, выступы, консоли, то 3D-принтер во время печати использует поддерживающие конструкции (они же – конструкции поддержки, структуры поддержки). Чтобы понять, что это такое, взгляните на следующую фотографию.

Цифровая модель лошади без поддерживающих конструкций
Перед вами цифровая модель лошади. Печать объекта начинается снизу, с задних копыт, которые принтер напечатает без проблем, поскольку они касаются поверхности рабочей платформы. Но как быть с деталями, которые висят в воздухе и не соприкасаются с рабочей платформой? Для наложения слоёв расплавленного пластика принтеру нужна какая-то основа, будь то рабочая платформа или предыдущие слои материала, поскольку он не может печатать в пустоте. Чтобы напечатать такие нависающие детали, 3D-принтер использует поддерживающие конструкции, которые показаны на следующем изображении.
![]()
Цифровая модель с поддерживающими конструкциями
За счёт добавленных конструкций детали не висят в воздухе, а опираются на рабочую платформу, что позволяет принтеру их напечатать.
После окончания печати, поддерживающие конструкции удаляются. Если поддержки напечатаны из того же материала, что и основная модель, то удалить их довольно сложно. Отрезание или отламывание таких конструкций портит и без того не идеальную поверхность объекта. Поэтому в большинстве современных принтеров используются дополнительные восковые материалы, которые легко удаляются при финишной обработке и не оставляют следов на поверхности объекта.
В следующей статье мы расскажем о других технологиях 3D-печати: стереолитографии, лазерном спекании порошковых материалов, технологии струйного моделирования, технологии склеивания порошков и пр.